
La configurazione del firmware Marlin Kimbra per la Delta 3D ti permette di modificare i valori per motori passo-passo
Nella Delta 3D il numero minimo di motori necessari al funzionamento è 4: 3 per le tre torri ed uno per il bowden che spinge il filamento nell’estrusore.
Configurazione del Marlin Kimbra per microstepper
Cosa sono i microstep puoi leggerlo, in modo approfondito, negli articoli che ho dedicato ai driver per controllare i motori passo-passo; in questa occasione mi limito a ricordarti che si tratta di un sistema di polarizzazione delle fasi dei motori passo-passo che ti consente di ridurre l’angolo percorso da ciascun passo durante la rotazione.
I motori passo passo che utilizzi per la realizzazione della Delta 3D e di molti altri tipi di stampante 3D compiono 200 passi per giro, ossia:
360° / 200 = 1,8° per ciascun passo.
Grazie ai microstep che un driver può far eseguire al motore arrivi a ridurre tale angolo di 1/16 od oltre.
Nel mio caso ho utilizzato come driver i DRV8825 in grado di eseguire fino a 1/32 di passo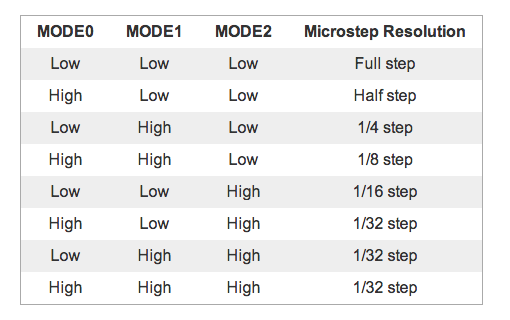 da cui deduci che il numero totale di passi per un giro completo è:
da cui deduci che il numero totale di passi per un giro completo è:
200*32 = 6400 passi per giro
che portano il grado per singolo passo a:
360° / 6400 = 0,056° per passo
Tutto questo si traduce in un controllo molto accurato del movimento della puleggia e di conseguenza della cinghia a cui è collegato il carrello.
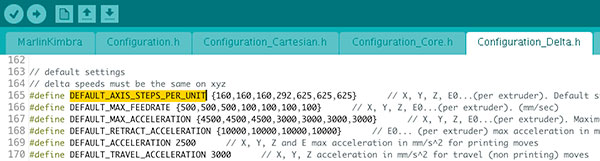
La configurazione di Default per il Marlin Kimbra è predisposta per un controllo con microstep da 1/16 di passo:
riportata nel parametro di configurazione DEFAULT_AXIS_STEPS_PER_UNIT che indica il numero di passi che il firmware deve imporre ad un motore per ottenere lo spostamento di una unità.
L’unità è il mm calcolato con pulegge a 20 denti di tipo GT2 ossia passo 2mm tra un dente ed il successivo:
Da cui puoi dedurre che per compiere 1mm di spostamento occorrono circa 9° di movimento:
2mm * 20 denti = 40mm
da cui 1 mm è 1/40esimo di grado e considerando la riduzione ad 1/16 di passo su 200 passi per giro ottieni:
200 * 16 = 3200 passi per giro
da cui i passi necessari a compiere 1mm di spostamento cinghia saranno:
3200 / 40 = 80 micro passi
come correttamente riportato nel firmware.
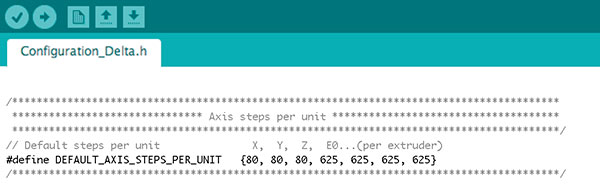
Nel mio caso ho usato una riduzione di passo a 1/32 che come hai letto produce un numero di passi per compiere un giro di 6400 ( doppia rispetto al 1/16 ) e quindi nel mio caso il numero di passi da impostare per ogni unità è
6400 / 40 = 160
come vedi in figura:
tale parametro è corretto per i 3 assi della Delta 3D printer ma non lo è per il bowden in quanto completamente differente come meccanica per cui dovrai eseguire altri calcoli.
Configurazione del Marlin Kimbra per microstepper bowden
Il valore di configurazione per i passi che il motore del bowden deve compiere per far avanzare il filamento d 1mm è riportato sempre nel DEFAULT_AXIS_STEPS_PER_UNIT come 4°,5°, 6°, ecc.. valore.
Il valore di default è 625 che non sono riuscito a trovare a cosa corrisponda, ho invece trovato la formula per calcolare il valore relativo al mio bowden.
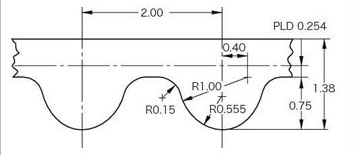
Ho usato una ruota di trazione denominata MK8 di cui ho trovato on-line le caratteristiche:
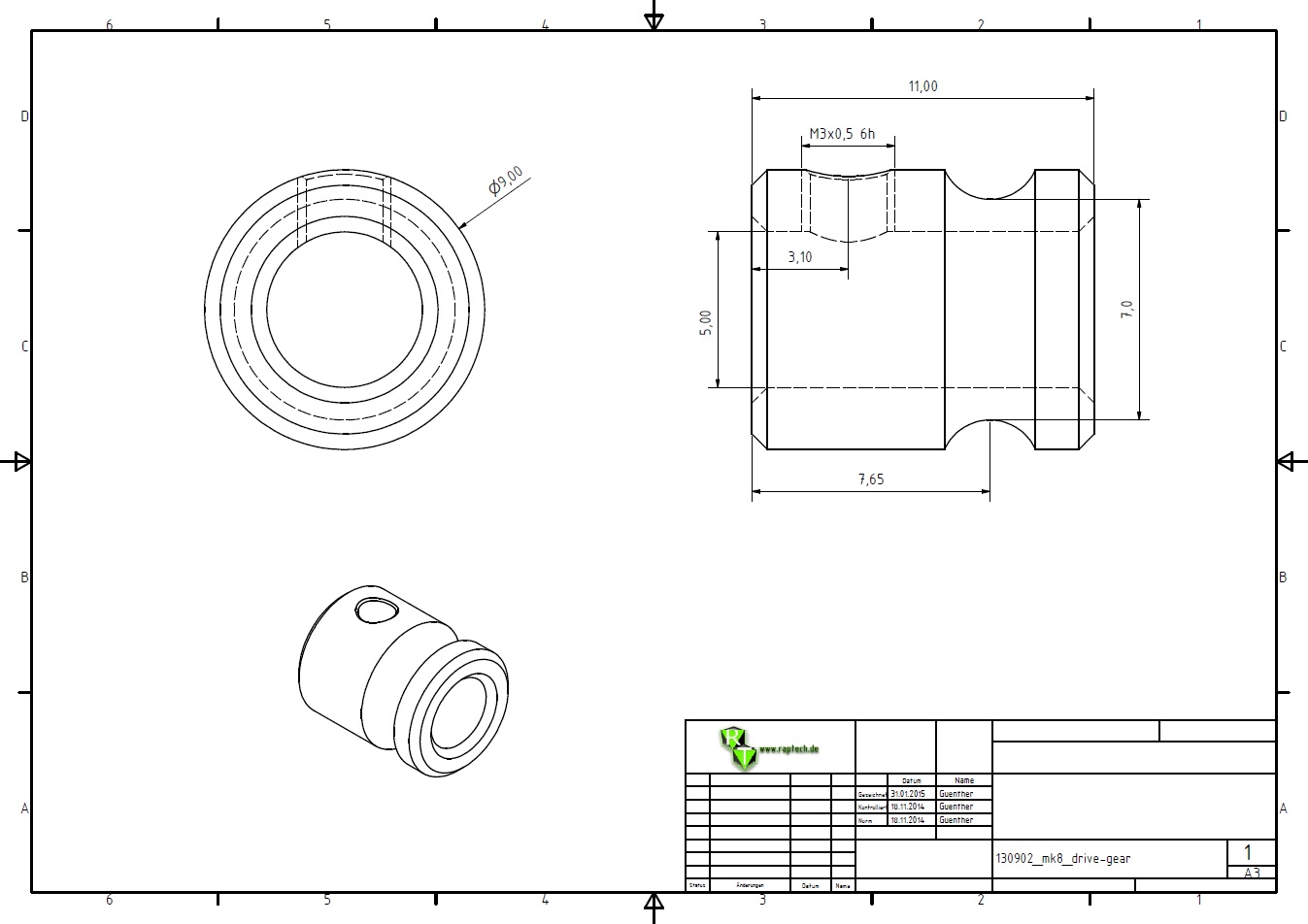
e che presenta un diametro al punto in cui il filo appoggia di 7mm per cui il valore da inserire nella configurazione del marlin kimbra è la seguente:
200*32/(7*3.1416) = 6400 / 21,9912 = 291,025501 arrotondato a 292
quindi il mio terzo parametro è 292:
non avendo usato altri estrusori ho potuto lasciare i successivi al valore di default nel mio delta 3d marlink kimbra.

 Il blog mauroalfieri.it ed i suoi contenuti sono distribuiti con Licenza
Il blog mauroalfieri.it ed i suoi contenuti sono distribuiti con Licenza
2 commenti
Ciaoo ho un problema di misura pezzi asse x e y corretti mentre la z è sottodimensionata …so che in marlin cè la possibilità di variale la misura delle torri ma vorrebbe dire ricaricare tutto il fw potresti aiutarmi ???? esiste un comando da lanciare d a Repetier o Pronterface ..non so tipoM Axxx Bxxxx C xxxx ,…????
Ti ringrazio anticipatamente
Gabriele
Autore
Ciao Gabriele,
a memoria non ricordo un comando che possa aiutarti, io suo il sito wiki di reprap che ha un ottima guida gcode ( https://www.reprap.org/wiki/G-code ).
Per ciascun comando ti indica anche se supportato da Marlin o meno.
Il mio consiglio è di utilizzare i comandi gcode per individuare i valori corretti in fase di setting e poi di riportarli nel Marlin code e ricaricare quello corretto in quanto in futuro, se avessi necessità di fare delle modifiche, es. aggiornamento del firmware marlin, è più comodo non dover rifare tutte le volte il setting.